产品分类
相关推荐
¥
6000.00
床身铸件 定做各种大小铸铁件 消失模铸件 机床立柱 铸造
¥
12.00
锌合金 新能源汽车内燃机外壳 铝合金铸件 定制压铸开模注塑
¥
6000.00
横梁立柱 数控机床铸件 机床铸件 建中量具 床身底座 树脂砂铸件
¥
1000.00
机床铸件工作台 机床铸件 球铁铸钢箱体机械模具铸造 床身横梁立柱 爱民机械
¥
1000.00
大型机床消失模铸件 爱民机械 支持定做 机床铸件 机械床身树脂砂铸件
¥
8000.00
灰铁铸件 球铁铸件 铸造翻砂件 铸造机械件 义兴机床定制加工球墨铸铁件
|
公差 :
|
0.01
|
表面处理 :
|
时效处理 淬火处理
|
|
成型工艺 :
|
低压铸造
|
年剩余加工能力 :
|
5000
|
|
材质 :
|
铸铁 铸钢
|
年 加工能力 :
|
100000
|
|
特种铸造种类 :
|
低压铸造
|
加工周期 :
|
4-7天
|
|
砂型铸造种类 :
|
粘土湿砂型
|
打样周期 :
|
1-3天
|




基本概述编辑
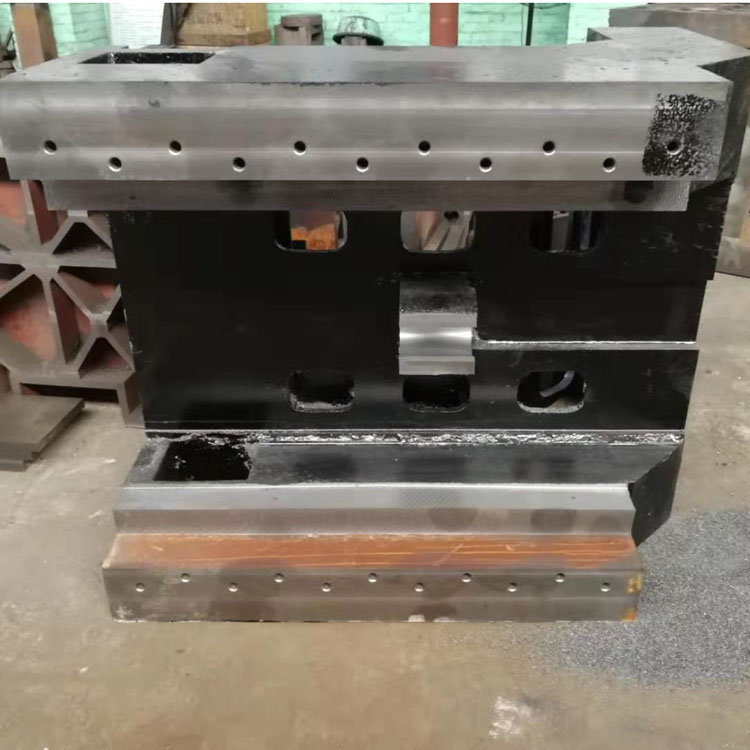
机床铸件包括机床床身、工作台、立柱、横梁、龙门顶连接梁,床身铸件耐磨性与消震性好。熔点比较低,流动性良好,收缩率小。
铸件特点编辑
(1)消失模铸件耐磨性与消震性好。由于铸铁中石墨有利于润滑及贮油,所以耐磨性好。同样,由于石墨的存在的消震性优于钢。
(2)工艺性能好。由于灰口铸铁含碳量高,接近于共晶成分,故熔点比较低,流动性良好,收缩率小,因此适宜于铸造结构复杂或薄壁铸件。另外,由于石墨使切削加工时易于形成断屑,所以灰口铸铁的可切削加工性优于钢。
机床铸件标准:GB9439—88编辑
硬度和抗拉强度之间的关系:灰铸铁的硬度和抗拉强度之间,存在一定的对应关系,其经验关系式为:
1、当O≥196N/mm㎡时
HB=RH(飞00+0 4380b)- (B1)
机床铸件
机床铸件(3张)
2、当0≥796N/mm㎡时
HB=RH (44+O 7240b)- (B2)
式中相对硬度(RH)值主要由原材料、熔化工艺、处理工艺及铸件的冷却速度所确定。
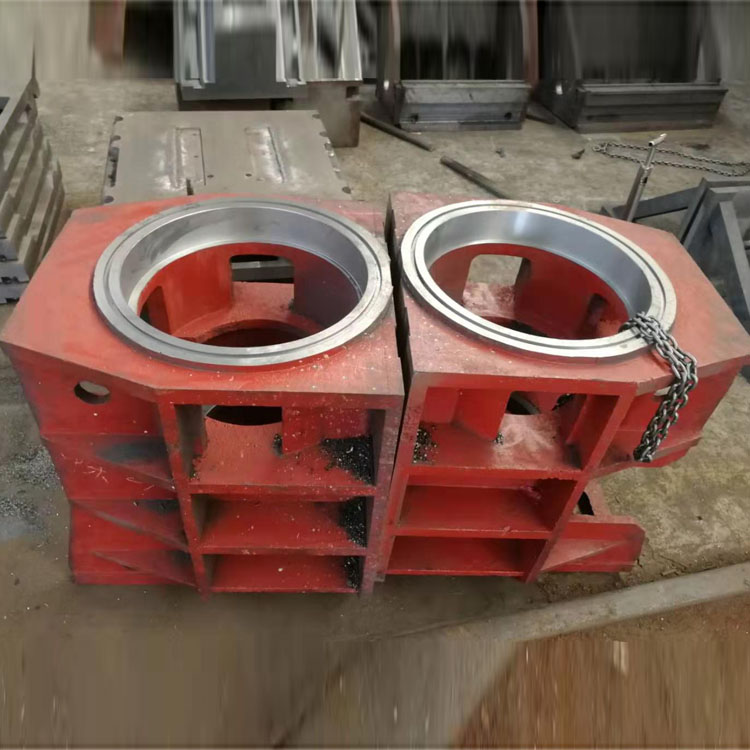
利用消失模型、树脂砂型铸造机床铸件的优点
(1)树脂砂型刚度好,浇注初期砂型强度高这就有条件利用铸铁凝固过程的石墨化膨胀,有效地消除缩孔、缩松缺陷,实现灰铸铁、球墨铸铁件的少冒口、无冒口铸造。
(2)实型铸造生产中采用聚苯乙烯泡塑模样应用呋哺树脂自硬砂造型。当金属液浇入铸型时,泡沫塑料模样在高温金属液作用下迅速气化,燃烧而消失,金属液取代了原来泡沫塑料所占据的位置,冷却凝固成与模样形状相同的实型铸件。
(3)相对来说,消失模铸造对于生产单件或小批量的汽车覆盖件,机床床身等大型模具较之传统砂型有很大优势,它不但省去了昂贵的木型费用,而且便于操作,缩短了生产周期,提高了生产效率,具有尺寸精度高,加工余量小,表面质量好等优势。
(4)机床床身加工,机床床身一般采用大型超长机加工,龙门刨床 龙门铣床均可。











名优甄选
铝合金压铸重力浇铸工艺 铝压铸厂家 铝件汽车配件铸造A356农机配件
大型机床铸件 床身底座 铸造 cnc机床铸件
镗床工作台 数控机床铸件 机床床身底座铸件 镗床床身铸件
机床床身铸件厂家供应 机床工作台 消失模机床铸件 铸造
工业蒸汽锅炉配件 全套 兴荣机械铸造配件厂 锅炉配件 耐热十字刮板 供应泉州锅炉刮板机链条 可定制 40烙十字刮板
数控机床铸件 义兴机床生产消失模铸件 树脂砂床身铸件 线切割机床铸件
铸造 厂家直发大件铸铁氧化锆泡沫陶瓷过滤器
机床床身铸件 铸造床身铸件 灰铸铁龙门顶连接梁 大型机床立柱 爱民机械
开模定制 东莞锌合金压铸厂 锌合金压铸件环保电子产品外壳精铸
20年铸造厂家 大幅降成本 铸铁大坩锅 使用时间长 铁坩锅
发送询价单
您对该公司的咨询信息已成功提交,请注意接听供应商电话。
联系人信息
请输入您的称呼
请输入正确的联系方式
请选择咨询问题
请输入正确的图形验证码
商家已收到您的消息,请注意接听供应商的来电~