产品分类
|
目的 :
|
提高强度和耐磨
|
产地 :
|
常州
|
|
年剩余加工能力 :
|
666
|
年 加工能力 :
|
6666666
|
|
品牌 :
|
常州鼎基
|
加工周期 :
|
1-3天
|
|
日产量 :
|
2T
|
打样周期 :
|
1-3天
|
|
电镀类型 :
|
氮化处理
|
工件材质 :
|
不锈钢
|
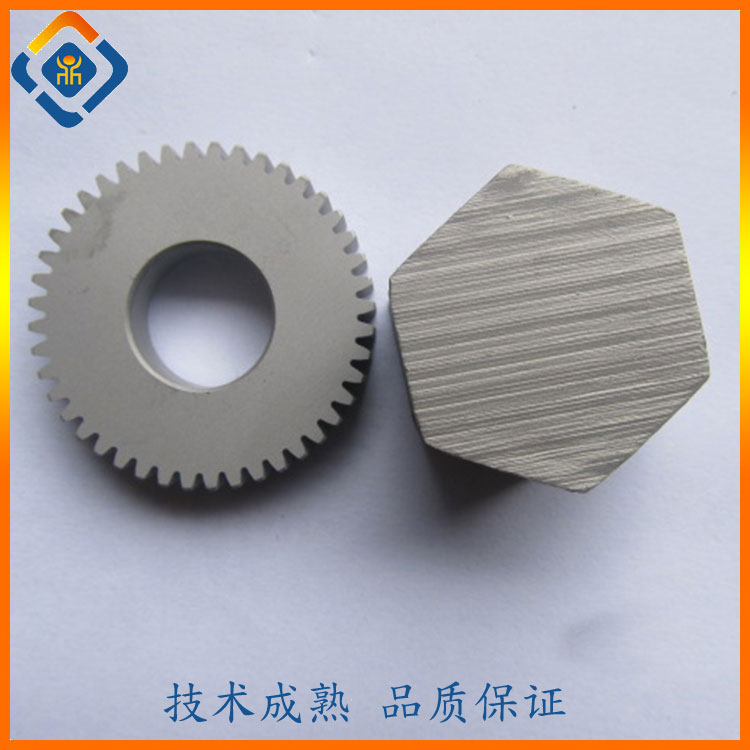
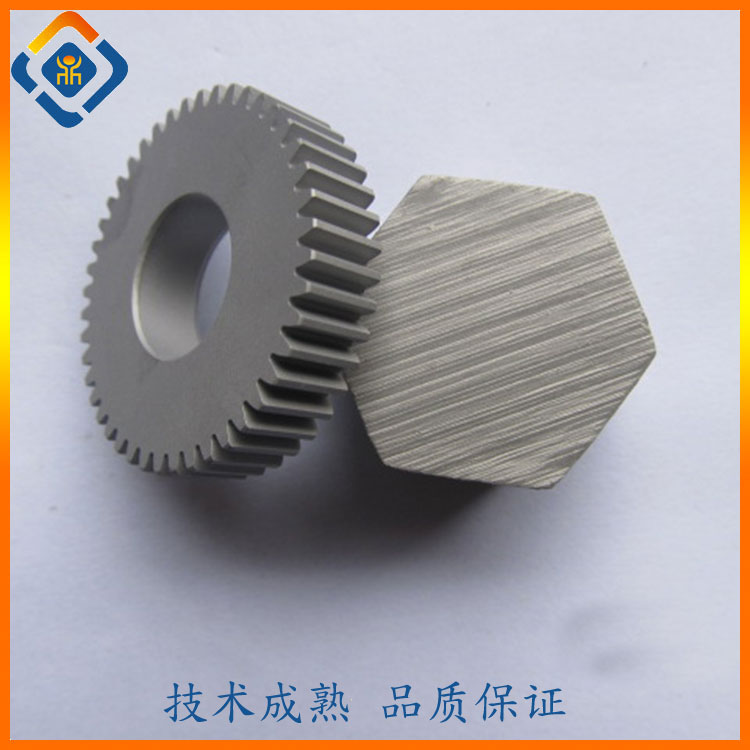
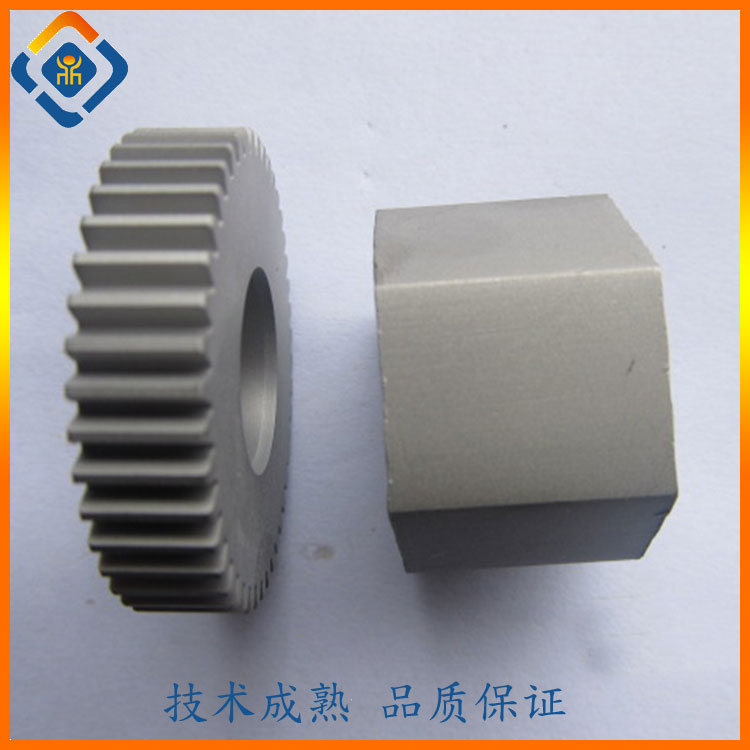
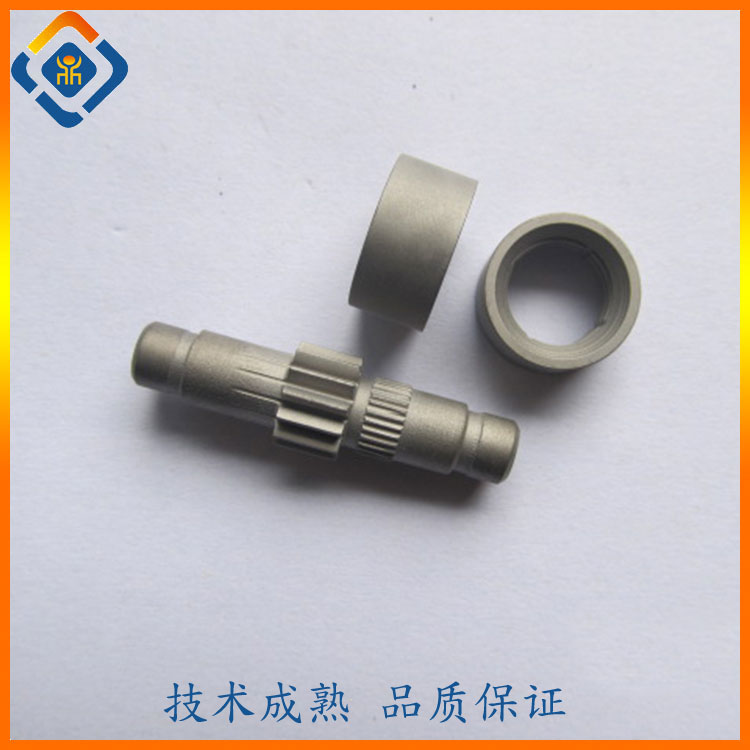
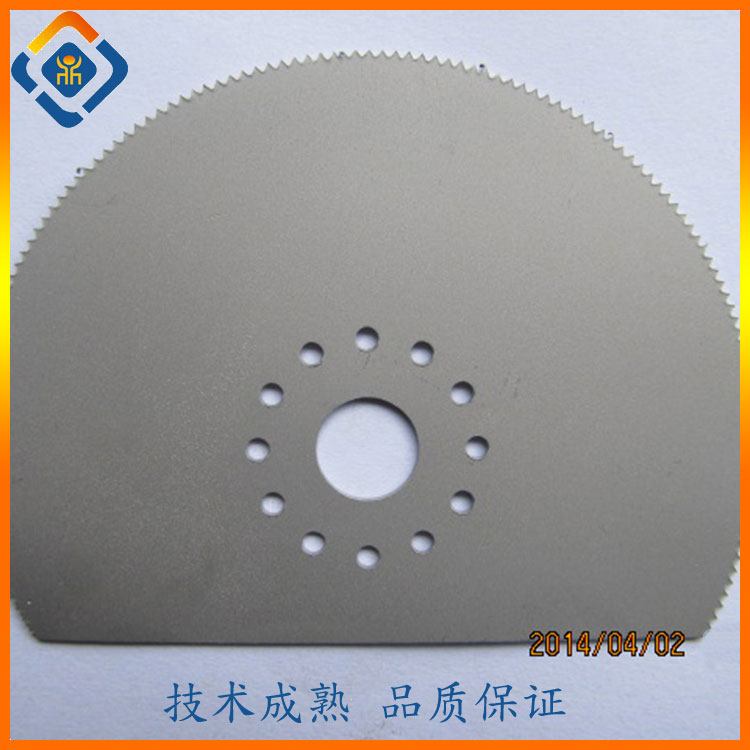
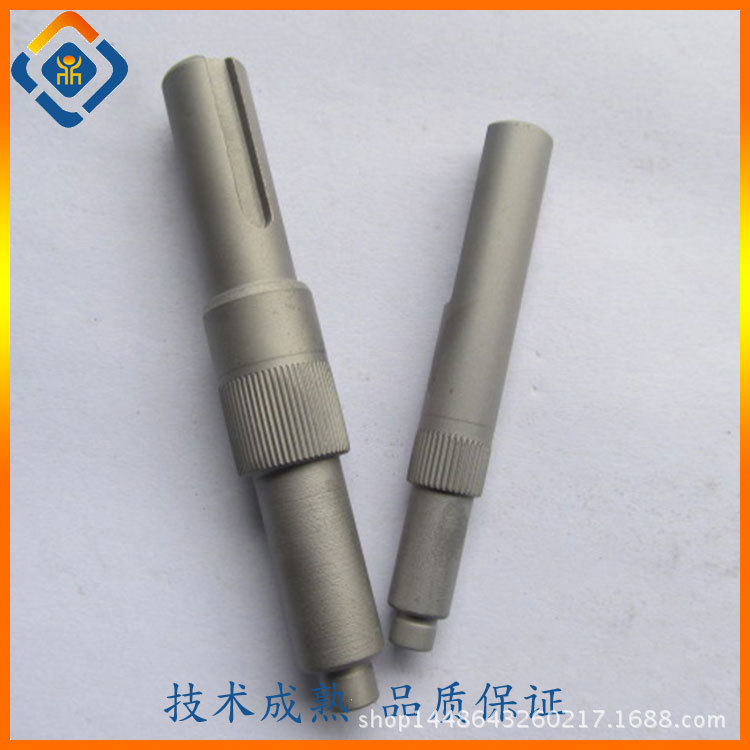
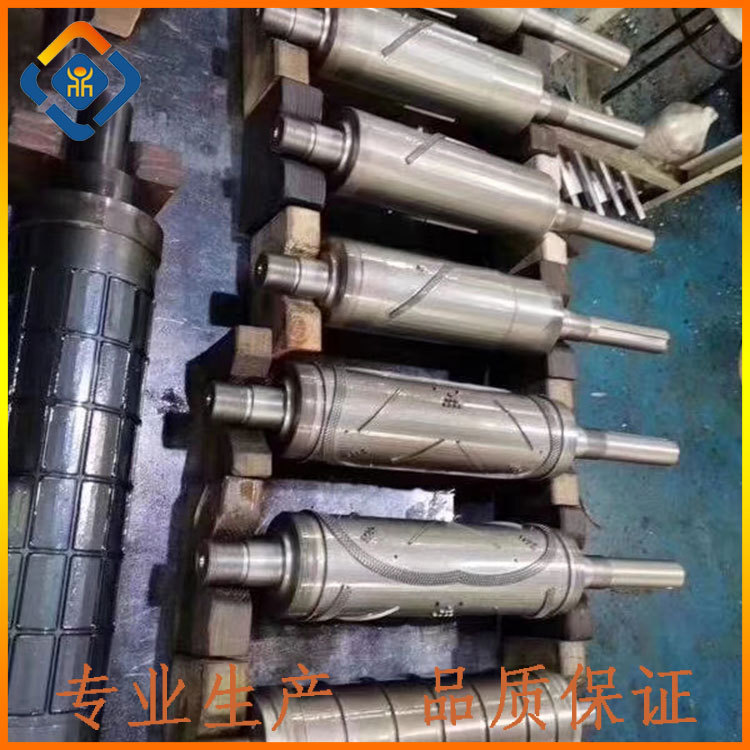
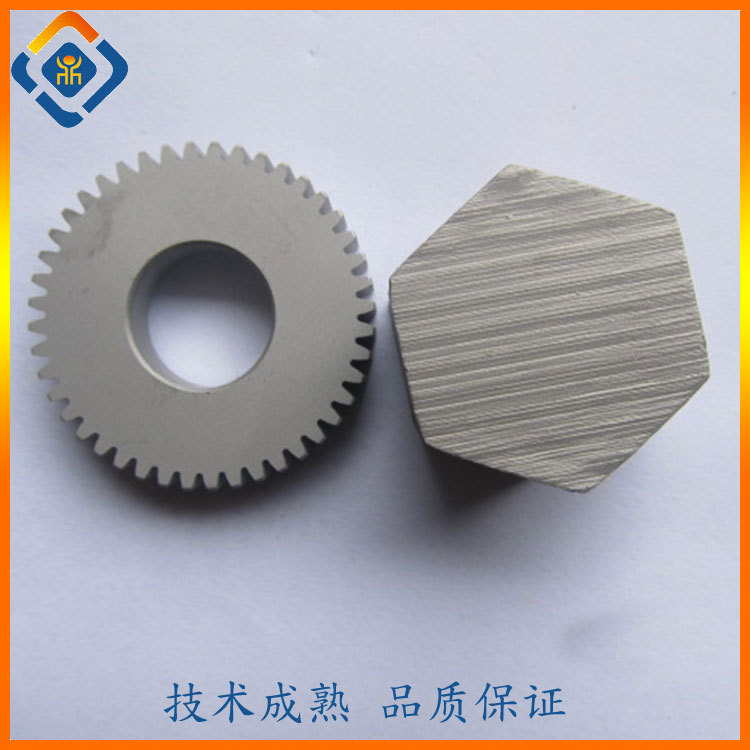
常州提供不锈钢氮化处理 表面渗氮加工 硬度均匀厂家取送货
 技术介绍
技术介绍
软氮化就是氮碳共渗,这并不是单一的渗碳或者氮化,而是渗N为主,并兼有渗C的一个表面处理工艺。
软氮化的温度比渗碳低,但比氮化高,一般在570度 左右。而且不同于渗碳后需要重新加热淬火,而是保温
后直接淬火,节约了一道加热工序。硬化层深度相当于渗碳,高于氮化。具有二者的优点,比单一处理要好。
软氮化是一种以渗氮为主的低温氮碳共渗,主要特点是渗速快(2-4h),但渗层薄(一般在0.4以下),渗层度
陡,硬度并不低,如果是液体氮化,硬度甚至略高于气体氮化。
特征描述
液体软氮化主要不同是在氮化层里之有Fe3Nε相,Fe4Nr相存在而不含Fe2Nξ相氮化物,ξ相化合物硬脆在氮
化处理上是不良于韧性的氮化物,液体软氮化的方法是将被处理工件,先除锈,脱脂,预热后再置于氮化坩
埚内,坩埚内是以TF – 1为主盐剂,被加温到560~600℃处理数分至数小时,依工件所受外力负荷大小,而
决定氮化层深度,在处理中,必须在坩埚底部通入一支空气管以一定量之空气氮化盐剂分解为CN或CNO,
渗透扩散至工作表面,使工件表面 外层化合物8~9%wt的N及少量的C及扩散层,氮原子扩散入α – Fe基地
中使钢件更具耐疲劳性,氮化期间由于CNO之分解消耗,所以不断要在6~8小时处理中化验盐剂成份,以便
调整空气量或加入新的盐剂。
液体软氮化处理用的材料为铁金属,氮化后的表面硬度以含有 Al,Cr,Mo,Ti元素者硬度较高,而其含金量
愈多而氮化深度愈浅,如炭素钢Hv 350~650,不锈钢Hv 1000~1200,氮化钢Hv 800~1100。
一般常用的渗氮钢有六种如下:
(1)含铝元素的低合金钢(标准渗氮钢)
(2)含铬元素的中碳低合金钢 SAE 4100,4300,5100,6100,8600,8700,9800系。
(3)热作模具钢(含约5%之铬) SAE H11 (SKD – 61)H12,H13
(4)铁素体及马氏体系不锈钢 SAE 400系
(5)奥氏体系不锈钢 SAE 300系
(6)析出硬化型不锈钢 17 - 4PH,17 – 7PH,A – 286等
用途/应用领域
产品图片




名优甄选
值得信赖 机床翻新 锦溪 陆家 千灯 旧机器翻新 良心厂家 苏州鸿太阳 承包各种 周庄 昆山 张浦 机械设备翻新
南城模具镀铬 欢迎购买 电镀硬铬厂东城模具镀铬 欣科 质量保障
量大从优 橡胶模镀铬 模头抛光电镀硬铬 正品保证 欣科清溪发黑加工
欣科 量大从优 东莞汽车模具镀硬铬 正品保证 自动化机械件镀铬 橡胶模镀铬
钛螺母 钛垫片 钛合金螺丝 钛合金阳极氧化 钛弹簧等钛制品并提供钛阳极氧化 钛彩色等钛表面改性 专业提供钛螺丝
高强度耐磨 表面处理 【特价供应】常州不锈钢内六角螺丝发黑处理
电镀硬铬厂 东莞电镀硬硬铬厂 自动化机械件抛光镀铬 欣科
锅仔片 冲压件加工厂 浙江温州台州宁波精密五金冲压加工 PVD镀膜加工厂
温州台州宁波真空镀膜厂 玫瑰金 真空镀钛厂 五金制品PVD真空镀膜PVD真空电镀饰品玩具镀炫彩 蓝色 真空镀膜加工
表面处理 加工氧化彩色铝管.吸尘器铝管氧化报价
发送询价单
您对该公司的咨询信息已成功提交,请注意接听供应商电话。
联系人信息
请输入您的称呼
请输入正确的联系方式
请选择咨询问题
请输入正确的图形验证码
商家已收到您的消息,请注意接听供应商的来电~